 A wide range of industries benefit from industrial vacuum pumps, including chemical, pharmaceutical, paper mills, food processing, power plants, and more. Technical advancements have led to more diverse and widespread use of specialized industrial vacuum pumps.
A wide range of industries benefit from industrial vacuum pumps, including chemical, pharmaceutical, paper mills, food processing, power plants, and more. Technical advancements have led to more diverse and widespread use of specialized industrial vacuum pumps.
Industrial vacuum pumps are used in vacuum systems for the removal of air and other gases from the vacuum chamber. When the vacuum pressure in the chamber is low, the removal of molecules is more difficult, so industrial vacuum systems must be able to operate under varying pressure ranges. While the basic operating principle of vacuum pumps is the same, there are different types of vacuum pump designs. The best design choice will depend largely on the application.
Gasho offers five different types of industrial vacuum pump technologies to meet a host of specific application needs. We are an authorized manufacturer’s representative for Tuthill Vacuum & Blowers Systems, manufacturer of the trusted Kinney® line of vacuum pumps.
Rotary Piston Vacuum Pumps
Kinney oil-sealed rotary piston pumps include a wide selection of sizes in both single stage and compound pump design. Their design gives them low blank off, high pumping capacity at high and low pressures and great durability.
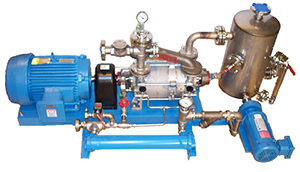
Liquid Ring Vacuum Pumps
Kinney liquid ring vacuum pumps are an ideal choice for meeting the vacuum requirements of many industrial applications. Since these pumps use a liquid as the sealing media, they are an excellent choice for wet processes including filtration, drying, condenser exhausting, and distillation.
Dry Screw Vacuum Pumps
Kinney dry screw vacuum pumps offer industry leading performance from atmospheric pressure down to 1 Torr, with ultimate vacuum as low as 0.01 Torr and faster pump down times that minimize batch times and roughing for leak detection.
Rotary Vane Vacuum Pumps
The Kinney line of rotary vane vacuum pumps is perfect for clean or moderately contaminated applications in which suction filters are fitted to the pump. Direct driven motors and integral oil mist eliminators are among the many features offered with these rotary vane vacuum pumps.
Vacuum Boosters
Kinney vacuum boosters are used to accelerate vacuum pump performance to levels that meet the demanding requirements of many industrial applications. Vacuum boosters provide for significantly faster pumping speeds and deeper vacuum levels.
Gasho has provided industrial vacuum pump solutions for every market, from agricultural to medical. Specializing in the fabrication of packages and custom solutions, Gasho will assist you by addressing all application factors with a vacuum pump solution that best matches your requirements. Contact us today to discuss your project.